This site uses cookies to improve your experience. To help us insure we adhere to various privacy regulations, please select your country/region of residence. If you do not select a country, we will assume you are from the United States. Select your Cookie Settings or view our Privacy Policy and Terms of Use.
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Used for the proper function of the website
Used for monitoring website traffic and interactions
Cookie Settings
Cookies and similar technologies are used on this website for proper function of the website, for tracking performance analytics and for marketing purposes. We and some of our third-party providers may use cookie data for various purposes. Please review the cookie settings below and choose your preference.
Strictly Necessary: Used for the proper function of the website
Performance/Analytics: Used for monitoring website traffic and interactions
According to a report by Gartner, the economic impact of all products connected to the IoT will exceed $300 billion by next year. A number of factors are contributing to the proliferation of the IoT. Big data is the foundation of the IoT. Their main focus on collecting big data has been to optimize their business functions.
Data analytics is unquestionably one of the most disruptive technologies impacting the manufacturing sector. Manufacturers are projected to spend nearly $10 billion on analytics by the end of the year. Data analytics can solve many of the biggest challenges that manufacturers face.
From smart homes to wearables, cars to refrigerators, the Internet of Things (IoT) has successfully penetrated every facet of our lives. The market for the Internet of Things (IoT) has exploded in recent years. Cloud computing offers unparalleled resources, scalability, and flexibility, making it the backbone of the IoT revolution.
The Internet of Things (IoT) has been on the rise in recent years, and it’s becoming more and more common among consumers, businesses, and governments alike. The IoT is growing at a rapid pace. There were over 10 billion active IoT devices last year. What Is the Internet of Things (IoT)? How Does IoT Impact Industries?
Google Cloud Platform (GCP) is set to release two new solutions targeted at the manufacturing sector and aiming to ease data engineering and analytics tasks, unifying data from diverse machine assets to offer business insights to factory managers. Manufacturing apps integrate with other Google offerings. billion by 2026.
(P&G) has grown to become one of the world’s largest consumer goods manufacturers, with worldwide revenue of more than $76 billion in 2021 and more than 100,000 employees. In summer 2022, P&G sealed a multiyear partnership with Microsoft to transform P&G’s digital manufacturing platform. Smart manufacturing at scale.
What do the top manufacturing countries have in common? Their manufacturing industries are laser-focused on melding IT with OT to create the smartest digital production lines possible. The world of manufacturing is undergoing a quiet revolution: the integration of Operational Technology (OT) and Information Technology (IT).
Many industries are helping drive growth for the IoT. More solar manufacturers are turning to the IoT to get the most output for their customers. This is why there is a need for expanding IoT applications in the power sector. To optimize solar farm operations, the farm will require the incorporation of IoT technologies.
In retail, they can personalize recommendations and optimize marketing campaigns. Sustainable IT is about optimizing resource use, minimizing waste and choosing the right-sized solution. For example, a client that designs and manufactures home furnishings uses a sophisticated modeling approach to predict future sales.
A modern data architecture needs to eliminate departmental data silos and give all stakeholders a complete view of the company: 360 degrees of customer insights and the ability to correlate valuable data signals from all business functions, like manufacturing and logistics. Optimize data flows for agility. Seamless data integration.
But when tossing away thousands of diapers damaged during the manufacturing process becomes an everyday occurrence, something has to be done to provide relief for the bottom line. But things go awry and when they do, Proctor & Gamble now employs its Hot Melt Optimization platform to catch snags and get the process back on track.
All types of business use IoT very actively now, by 2022 the expenses in this sphere will reach $1 trillion. At the same time, in the pursuit of functionality, manufacturers and consumers forget about cybersecurity. If someone had created an IoT security indicator, this device would have long been flashing red.
Interestingly, their adoption spans major sectors, including retail, BFSI, Telecom, Manufacturing, etc. Even though serverless functions offer unparalleled flexibility and cost efficiency, they have design, state management, and cost optimization challenges. optimize the overall performance.
The manufacturing industry is in an unenviable position. Facing a constant onslaught of cost pressures, supply chain volatility and disruptive technologies like 3D printing and IoT. The industry must continually optimize process, improve efficiency, and improve overall equipment effectiveness.
In the dynamic landscape of modern manufacturing, AI has emerged as a transformative differentiator, reshaping the industry for those seeking the competitive advantages of gained efficiency and innovation. There are many functional areas within manufacturing where manufacturers will see AI’s massive benefits.
Manufacturing processes are industry dependent, and even within a sector, they often differ from one company to another. Moreover, lowering costs is not the only way manufacturers gain a competitive advantage. Companies across a multitude of industries are now using AI to improve their manufacturing processes.
This is the era of IoT (the Internet of Things). One where every sector around us, right from transport, retail and manufacturing to automobiles, is undergoing a major transformation. This data is gathered by the Internet of Things (IoT) devices. The Benefits of Fleet Management Optimization.
In many ways, the manufacturing industry stands on edge—emerging from a pandemic and facing all-time highs in demand yet teetering on inflation-related economic uncertainty and coping with skilled labor shortages. A lot of it. An edge computing architecture can begin to help solve these problems.
With the emergence of GenAI capabilities, fast-tracking digital transformation deployments are likely to change manufacturing as we know it, creating an expanding chasm of leaders versus followers, the latter of which will risk obsolescence. Accelerated edge devices and IT/OT convergence capabilities are vital in manufacturing.
Smart manufacturing (SM)—the use of advanced, highly integrated technologies in manufacturing processes—is revolutionizing how companies operate. Smart manufacturing, as part of the digital transformation of Industry 4.0 , deploys a combination of emerging technologies and diagnostic tools (e.g.,
In recent years, the consumer demand has changed significantly and for which the manufacturers are buckling up. Manufacturing analytics has become imperative for the manufacturing industry to keep up its production quality, increase performance with high-profit yields, reduce costs, and optimize supply chains.
Chip shortages, among other components, have fueled a steep increase in car prices, as much as USD$900 above the manufacturer-suggested retail price (MSRP) for non-luxury cars and USD$1,300 above MSRP for luxury ones. . The cars themselves are valuable sources of data, an estimated 25 GB that can help manufacturers understand trends more.
Implementing AI algorithms directly on local edge devices, such as sensors or Internet of Things (IoT) devices, enables local processing and analysis for real-time decision-making, and models can continue to function even when connectivity is lost. The ability to simplify management as operations scale is essential. initiatives. initiatives.
Until recently, software-defined networking (SDN) technologies have been limited to use in data centers — not manufacturing floors. But as part of Intel’s expansive plans to upgrade and build a new generation of chip factories in line with its Integrated Device Manufacturing (IDM) 2.0
And as part of it, both manufacturers and retailers will transition to 2D barcodes over the next three years. “A According to JW Franz, director of IoT at supply chain automation company Barcoding, as RAIN RFID is adopted, self-checkout will be enhanced considerably. RFID is not new but in earlier years it was expensive to implement.
Supply chain visibility – COVID may accelerate deployment of IoT devices, data, and analytics to improve real-time visibility across the entire supply chain from a ‘track and trace’ perspective. The pandemic has been a call to action for both the manufacturing and retail industries and that is the bottom line with COVID.
The ongoing disruption to critical supply chains in both the manufacturing and retail space has seen businesses having to respond quickly, turning to data, analytics, and new technologies to better predict and manage ‘real-time’ business disruptions. . Supply-side. Automation opportunities.
YoY growth by vendor revenue with key industries that contributed to the switching business include services, finance, telecom, and manufacturing as per Jitendra. In 2018, Ruckus IoT Suite, a new approach to building access networks to support IoT deployments was launched. billion by 2030.
People don’t think of a large, 100-year-old manufacturing company as high tech.” But it is — and Ford now positions itself as a software-defined vehicle (SDV) manufacturer, Musser says. It will enable Ford to better understand how their vehicles are performing in the field and lead to future improvements.”
The industrial manufacturing industry produces unprecedented amounts of data, which is increasing at an exponential rate. by 2025, and 90 ZB of this data will be from IoT devices. Yet harnessing the corre ct data, turning that into manufacturing savvy, and achieving smart decisions from it are complex and overwhelming task s.
In addition, about 41% are manufacturing products based on sustainable practices within manufacturing facilities ( How Retailers Are Operationalizing Sustainability in Supply Chains, 2024 , IDC, September 2024). It requires retail enterprises to be connected, mobile, IoT- and AI-enabled, secure, transparent, and trustworthy.
Join SingleStore and IBM on September 21, 2022 for our webinar “ Accelerating Real-Time IoT Analytics with IBM Cognos and SingleStore ”. Why real-time analytics matters for IoT systems. IoT systems access millions of devices that generate large amounts of streaming data. Inventory optimization (in retail).
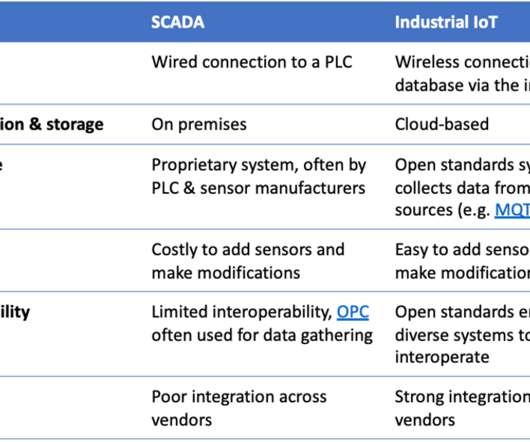
However, nothing holds more promise (or hype) than the Internet of Things (IoT), also known as the Industrial IoT (IIoT). For supervisory control and data acquisition (SCADA) engineers who cut their teeth on programmable logic controller (PLC) stacks and pre-internet SCADA, IoT might look like the latest trend.
Data-driven insights are only as good as your data Imagine that each source of data in your organization—from spreadsheets to internet of things (IoT) sensor feeds—is a delegate set to attend a conference that will decide the future of your organization. What if one of the delegates gets hurt or injured and never makes it to the conference?
Product lifecycle management (PLM) is an enterprise discipline for managing the data and processes involved in the lifecycle of a product, from inception to engineering, design, manufacture, sales and support, to disposal and retirement. PLM can optimize the production process in real-time. Oracle Fusion Cloud PLM. Siemens Teamcenter.
Manufacturing has undergone a major digital transformation in the last few years, with technological advancements, evolving consumer demands and the COVID-19 pandemic serving as major catalysts for change. Here, we’ll discuss the major manufacturing trends that will change the industry in the coming year. Industry 4.0
The surge in EVs brings with it a profound need for data acquisition and analysis to optimize their performance, reliability, and efficiency. Of the prerequisites that follow, the IOT topic rule and the Amazon Managed Streaming for Apache Kafka ( Amazon MSK ) cluster can be set up by following How to integrate AWS IoT Core with Amazon MSK.
Or, rather, every successful company these days is run with a bias toward technology and data, especially in the manufacturing industry. technologies, manufacturers must deploy the right technologies and, most importantly, leverage the resulting data to make better, faster decisions. Centralize, optimize, and unify data.
These objections often include, “But we’ve always done it this way” (resistance to change), “It works just fine as is” (accepting the status quo which may be a sub-optimal solution), “Let’s wait until post-build” (pushing things off until later), “Let’s start with the metaverse” (being distracted by shiny objects), and more.
In the annual Porsche Carrera Cup Brasil, data is essential to keep drivers safe and sustain optimal performance of race cars. Unlike many other events, which consist of multiple racing teams and manufacturers, Porsche Carrera Cup Brasil provides and maintains all 75 cars used in the race.
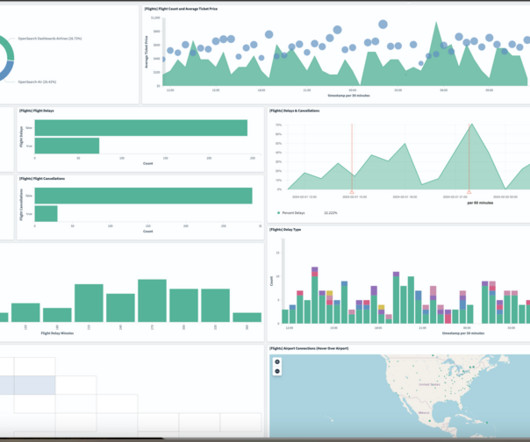
The Internet of Things (IoT) has revolutionized the way we interact with devices and gather data. Among the tools that have emerged from this digital transformation, IoT dashboards stand out as invaluable assets. IoT dashboards What is IoT Dashboard?
The industry is buzzing with bold ideas such as “the edge will eat the cloud” and real-time automation will spread across healthcare, retail, and manufacturing. The first wave of edge computing: Internet of Things (IoT). This led to slowing adoption rates of IoT. Additionally, security concerns cooled wholesale adoption of IoT.
Predictive Analytics – predictive analytics based upon AI and machine learning (Fraud detection, predictive maintenance, demand based inventory optimization as examples). This story will show how data is collected, enriched, stored, served, and then used to predict events in the car’s manufacturing process using Cloudera Data Platform.
There are many overlapping business usage scenarios involving both the disciplines of the Internet of Things (IoT) and edge computing. This is especially true in manufacturing and industrial engineering. Connected products can enhance support by monitoring and optimizing usage. We assume readers are familiar with Industry 4.0,
We organize all of the trending information in your field so you don't have to. Join 42,000+ users and stay up to date on the latest articles your peers are reading.
You know about us, now we want to get to know you!
Let's personalize your content
Let's get even more personalized
We recognize your account from another site in our network, please click 'Send Email' below to continue with verifying your account and setting a password.
















































Let's personalize your content